July 17,2024.
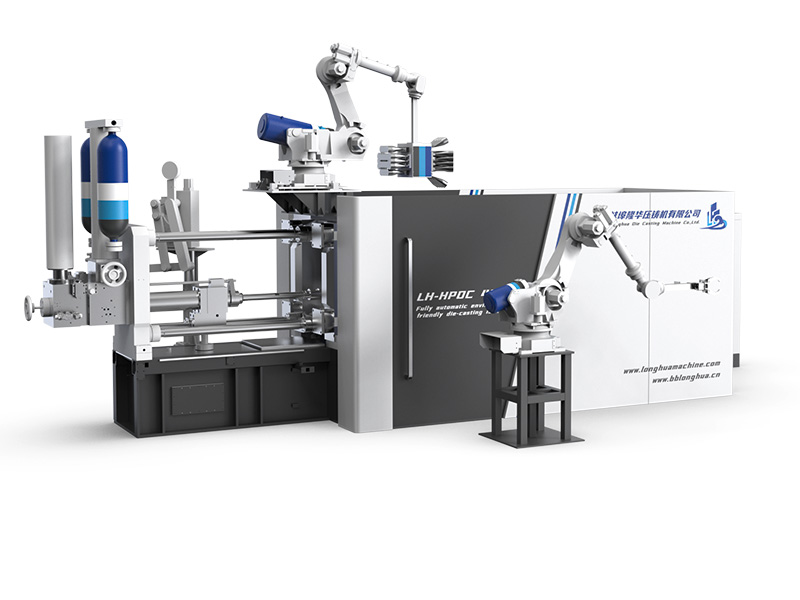
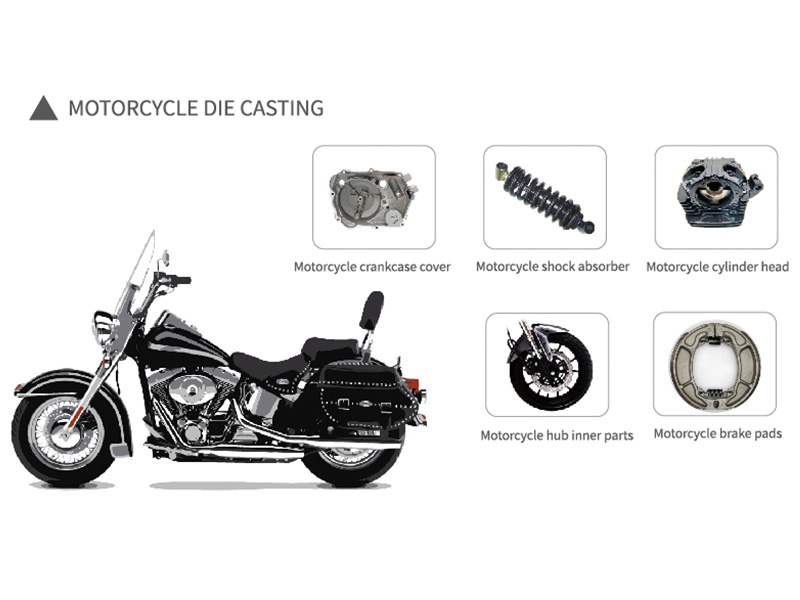
Las máquinas de fundición a presión de piezas de motocicletas tienen algunas características que las hacen ampliamente utilizadas en el proceso de fabricación de piezas de motocicletas. Las siguientes son las características principales de las máquinas de fundición a presión de piezas de motocicletas: 1. Producción eficiente: Las máquinas de fundición a presión son capaces de producir piezas con formas complejas a alta velocidad y alta eficiencia. Para piezas de motocicletas, como carcasas de motores, piezas de frenos, conectores de bastidor, etc., esta capacidad de producción eficiente es muy importante y puede satisfacer rápidamente la demanda del mercado. 2. Precisión y rendimiento complejo: la tecnología de fundición a presión puede producir piezas con alta precisión y dimensiones estables, lo cual es esencial para garantizar el ensamblaje y el rendimiento precisos de las piezas de motocicletas. Mediante la fundición a presión, se pueden formar formas complejas y estructuras finas en una sola pieza, lo que reduce los procesos de ensamblaje y mejora la calidad del producto. 3. Amplia selección de materiales: Por lo general, se requiere que las piezas de motocicletas tengan buena resistencia, resistencia al desgaste y peso ligero. Las máquinas de fundición a presión pueden utilizar una variedad de aleaciones metálicas, como aleaciones de aluminio, aleaciones de magnesio, aleaciones de zinc, etc., para cumplir con los requisitos específicos de diferentes piezas. 4. Ahorre costos de materiales: la tecnología de fundición a presión puede utilizar materiales de manera efectiva, reducir los desechos y el consumo de energía y, por lo tanto, reducir los costos de producción. En la producción de piezas de motocicletas, el ahorro de costes de material es una consideración importante. 5. Ventajas del moldeado de una sola pieza: la fundición a presión puede realizar el moldeado de una sola pieza de piezas complejas, reducir los procesos de soldadura y ensamblaje y mejorar la resistencia y estabilidad generales del producto. Para los accesorios de motocicletas, las ventajas del moldeado de una pieza pueden mejorar la seguridad y confiabilidad de todo el vehículo. 6. Alto grado de automatización y controlabilidad: las máquinas de fundición a presión modernas suelen estar equipadas con sistemas de control de automatización avanzados que pueden controlar con precisión los parámetros en el proceso de fundición a presión para garantizar la calidad y estabilidad de las piezas. Esta característica altamente automatizada hace que el proceso de producción sea más confiable y eficiente. En resumen, la máquina de fundición a presión de accesorios para motocicletas se ha convertido en un equipo de proceso importante en la fabricación de accesorios para motocicletas con su producción eficiente, rendimiento preciso y complejo, amplia gama de selección de materiales y ahorro de costos. Puede satisfacer la demanda del mercado de accesorios de alta calidad y alto rendimien...
Lee mas