2024-08-08
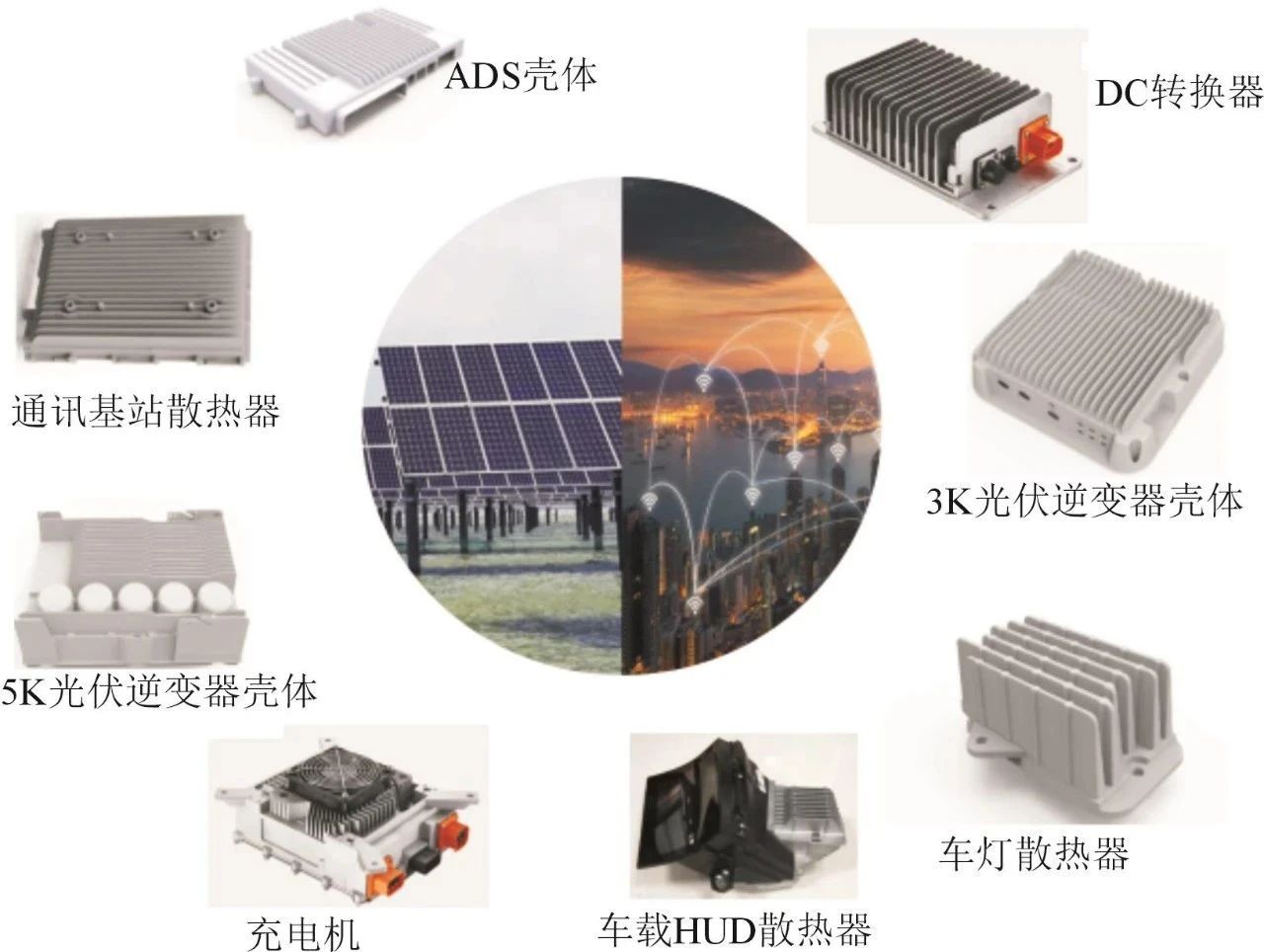
La fundición a presión (denominada fundición a presión ) consiste en llenar la cavidad de fundición a presión (molde de fundición a presión) con metal líquido o semisólido a alta velocidad bajo alta presión, y formar y solidificar bajo presión para obtener piezas fundidas. Las piezas fundidas a presión tienen una alta precisión dimensional, generalmente equivalente al nivel 6 ~ 7, o incluso al nivel 4; baja rugosidad superficial; alta resistencia y dureza, 25%~30% mayor que la fundición en arena, dimensiones estables, buena intercambiabilidad; Las piezas fundidas complejas de paredes delgadas se pueden fundir a presión, con una alta eficiencia de producción y una larga vida útil del molde de fundición a presión. Cuando se funden aleaciones de aluminio a presión, se pueden alcanzar entre 80.000 y 200.000 veces, por lo que el proceso de fundición a presión se utiliza ampliamente en los campos de la energía fotovoltaica, las comunicaciones 5G y la automoción. El aluminio y las aleaciones de aluminio tienen baja densidad (cerca de 2,7 g/cm³), que es aproximadamente 1/3 de la del hierro o el cobre; buena conductividad eléctrica y térmica, sólo superada por la plata, el cobre y el oro; Buena resistencia a la corrosión: es fácil que la superficie del aluminio produzca de forma natural una película protectora de Al2O3 densa y firme, que puede proteger bien el sustrato de la corrosión. Se pueden obtener buenos productos mediante pasivación, pulverización de polvo, recubrimiento, etc., por lo que es especialmente adecuado para la producción de fundición a presión. La composición de varios materiales de aleación de aluminio estándar es similar y los materiales de aleación se pueden seleccionar de acuerdo con los requisitos de uso. Las aleaciones de aluminio fundido a presión convencionales no tienen requisitos especiales de alargamiento y conductividad térmica, y se utilizan principalmente para piezas de motores de automóviles y motocicletas, como cubiertas de motores, cárteres de aceite, bloques de cilindros, carcasas de transmisión, etc. Con el desarrollo de la tecnología 5G, se utilizan cada vez más aleaciones de aluminio fundido a presión en las estaciones base de comunicaciones, principalmente para la producción de carcasas de radiadores. Dado que la conductividad térmica de la aleación de aluminio ADC12 tradicional es de solo 100 W/(m·K), generalmente se selecciona ENAC44300 como material de fundición a presión para mejorar la conductividad térmica de las piezas; Además, se puede utilizar el tratamiento térmico T5 a 200 ~ 350 ℃. Además del campo de las comunicaciones 5G, la industria fotovoltaica también tiene una demanda creciente de aleaciones de aluminio fundido a presión, y el componente representativo es la carcasa del inversor. "Fotovoltaica + almacenamiento de energía" se ha convertido en la configuración estándar para el desarrollo fotovoltaico en muchos países. Después de igualar el almacenamiento de energía, la energía fotovoltaica traerá un...
Lee mas