2022-03-10
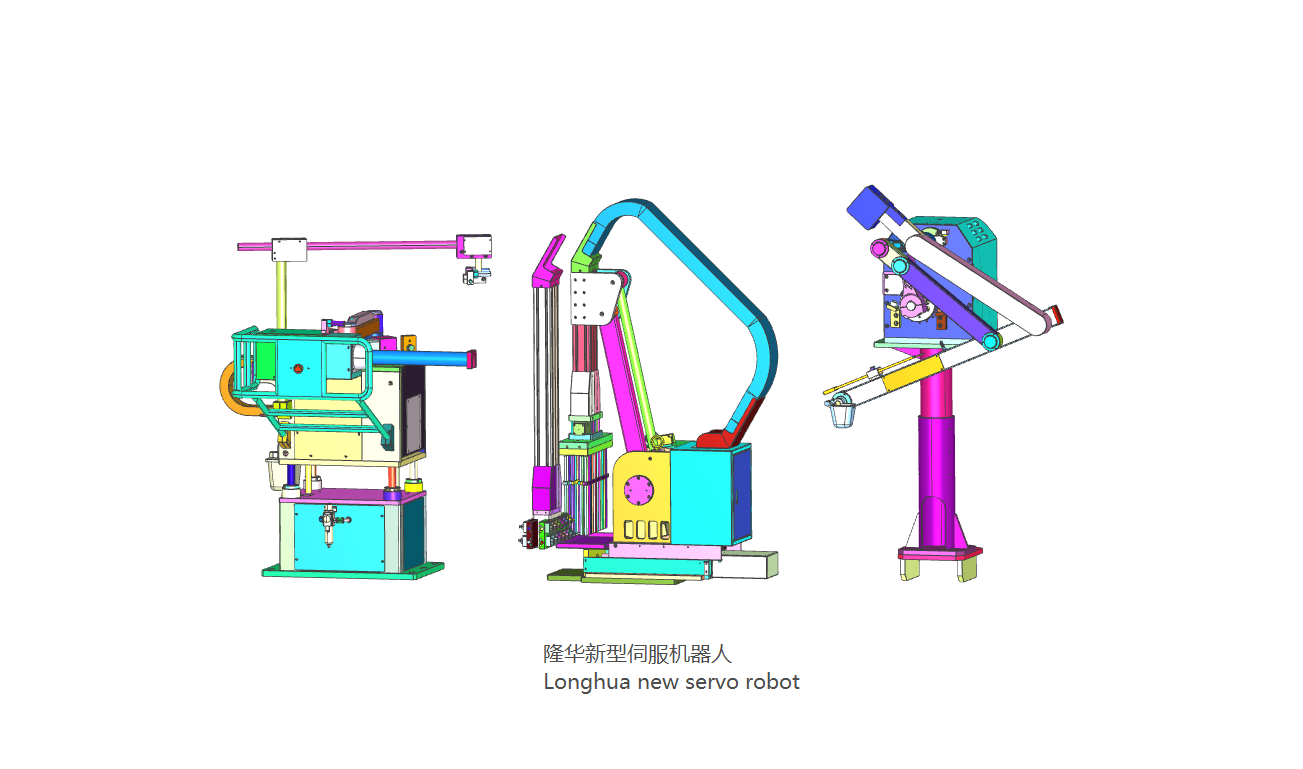
en la producción de fundición, robots industriales no solo puede reemplazar a las personas en alta temperatura, contaminación y ambiente peligroso, sino también mejorar la eficiencia del trabajo, mejorar la precisión y calidad del producto, reducir los costos, reducir el desperdicio, y puede obtener flexible y duradero proceso de producción de alta velocidad. tecnología longhua será tecnología de fundición, equipo de fundición, combinación orgánica de robot industrial, investigación y desarrollo continuos de proyectos de fundición en el campo de aplicación, ha cubierto la automatización de máquinas de fundición a presión, fundición a presión fundición, fundición molienda y otros campos, involucrados principalmente en la fabricación de machos, modelado, limpieza, molienda, procesos de transporte y paletización.1. fundición por gravedad -- nueva máquina de cucharón servo el modo de fundición tradicional de fundición por gravedad es una cuchara artificial para tomar la fundición de aluminio líquido, alta temperatura, gran fuerza de manipulación, especialmente las piezas fundidas grandes necesitan dos cucharas para tomar la fundición de aluminio líquido. este modo causará una estabilidad deficiente de El proceso de fundición y la fluctuación de la calidad del producto de fundición debido a la limitación de la capacidad física del operador . no solo la mano de obra es demasiado para soportar , la calidad también se ve afectada . y el uso de fundición de robot industrial , por parte del robot software de gestión de vertido control automático del robot de acuerdo con el conjunto del proceso de fundición, la repetibilidad del producto es consistente, mejora en gran medida la calidad de los productos, la liberación de mano de obra. ·2, extracto de máquina de fundición a presión -- nuevo servo extractor automático taller de fundición a presión alta temperatura de trabajo, intensidad de trabajo, el uso de robots para reemplazar las operaciones manuales de recolección y pulverización, puede mejorar la eficiencia de producción y reducir la dependencia del manual, cada vez más fábricas de fundición a presión comenzaron a utilizar robots en el enlace de fundición a presión. 3. máquina de desmoldeo de fundición a presión -- nuevo rociador automático servo el proceso de desmoldeo en la producción de fundición de inversión tradicional generalmente se completa manualmente. algunos agentes de desmoldeo tienen un peso pesado y una gran intensidad de mano de obra, mientras que el robot industrial tiene una alta precisión de movimiento y una gran calidad de carga, que pueden reemplazar el desmoldeo manual operación de piezas de fundición a presión. el robot automático en la producción de fundición tiene las características de mejorar las condiciones de trabajo, ahorrar mano de obra, reducir la tasa de desechos y el costo del producto, mejorar la productividad y la calidad del producto, garantizar la seguridad de la producción, acelerar la renovación del producto, y red...
Lee mas